با توجه به تنوع بسیار زیاد بلبرینگ و رولبرینگ ها و نیز با توجه به مصارف مختلف بلبرینگ و رولبرینگ ها در صنایع مختلف و همچنین کاربرد های بسیار زیاد بلبرینگ ها و رولبرینگ ها در محیط های مختلف و خاص که باید برای هر محیط و هر شرایط کاری بلبرینگ و رولبرینگ خاصی طراحی، تولید و بکار گرفته شود، و همچنین برای آسان تر شدن کار استانداردهایی برای خصوصیات مختلف بلبرینگ و رولبرینگ ها از طرف شرکت های سازنده بلبرینگ و رولبرینگ ها تعریف شده است، که این موضوع باعث میشود تا خرید بلبرینگ و فروش بلبرینگ و همچنین تبادل نظرات بین مهندسان و طراحان با آسانی بیشتری اتفاق بیافتد. در جدول زیر کدها و مشخصات بلبرینگ ها را با مفهوم هر کد برای شما معرفی میکنیم.
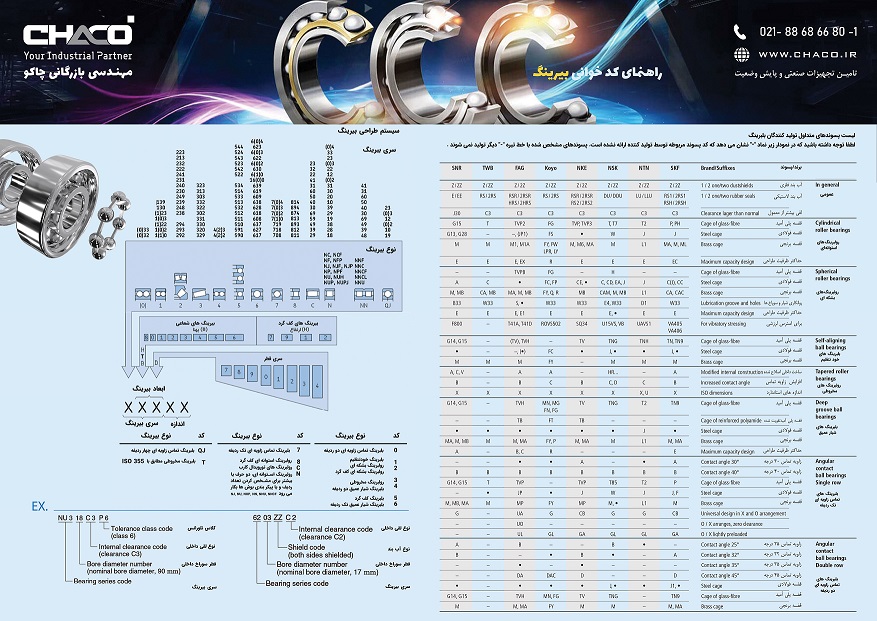
همچنین چاکو به منظور سهولت استفاده از بیرینگ جدول راهنمای ساده کدخوانی بیرینگ در اختیار کاربران سایت چاکو قرار داده است.
فایل این راهنما را از این قسمت می توانید دانلود کنید.
| کد مشخصه | مفهوم کد |
| A | مفهوم این پسوند به نوع و سری بلبرینگ ها بستگی دارد و در برخی از بلبرینگ هایی که در طراحی خود از تنوع زیاد برخوردارمی باشند ، بطور ثابت در شماره بلبرینگ قرار می گیرد. به عنوان نمونه4210A به معنی عدم وجود شیار ساچمه خور در بلبرینگ های شیار عمیق دو ردیفه است.کد 7056A به معنی زاویه تماس 30 درجه در بلبرینگ های تماس زاویه ای یک ردیفه می باشد. |
| AC | زاویه تماس 25 درجه در بلبرینگ های یک ردیفه با تماس زاویه ای |
| AS | داشتن سوراخهای مخصوص روانکاری در حلقه بیرونی بلبرینگ های سوزنی (عددهای اضافی نشان دهنده تعداد سوراخها میباشند) |
| ASR | وجود شیار و سوراخهای مخصوص روانکاری در حلقه بیرونی بلبرینگ های سوزنی ( عددهای اضافی نمایشگر تعداد سوراخها هستند). |
| A xxx | همراه با یک عدد دویا سه رقمی نمایشگر حالتهای خاص در طراحی داخلی بلبرینگ است. |
| B | 1- اصطلاحات داخلی در طراحی اصلی و اولیه بلبرینگ که مفهوم آن بستگی به نوع و سری هر بلبرینگ دارد و گاهی وقتها بعد از یک دوره مشخص حذف می گردد . ( نوع معمولی و اولیه آن ساخته می شود ) اما در بعضی از بلبرینگ هایی که در طراحی خود از تنوع زیاد برخوردار هستند به طور ثابت در شماره بلبرینگ قرار می گیرد. مثلاً7210B به معنی زاویه تماس 40 درجه در بلبرینگ های تماس زاوبه ای یک ردیفه است.کد 7210B به معنی زاویه تماس بزرگ در رولبرینگ های مخروطی است .2- همچنین می تواند به معنی وجود لبه یکپارچه بیرونی در حلقه بیرونی رولبرینگ های مخروطی باشد. |
| BIR | شیار غلتک محدب در رولبرینگ های سوزنی. |
| B xxx | حرف B همراه با یک عدد دو یا سه رقمی نمایشگر حالتهای خاص در طراحی داخلی بلبرینگ است. |
| C | 1- اصلاحات داخلی در طراحی اصلی و اولیه بلبرینگ . مفهوم آن بستگی به نوع و سری هر بلبرینگ داشته و بعضی مواقع بعد از یک دوره مشخص حذف می شود) . اما در بعضی بلبرینگ ها که در طراحی خود از تنوع زیاد برخوردار هستند بطور ثابت در شماره بلبرینگ قرار می گیرد.به طور نمونه کد 7210C یعنی زاویه تماس 15 در بلبرینگ های تماس زاویه ای یک ردیفه کد 22310C یعنی حلقه داخلی بدون لبه ، غلتک های متقارن ، حلقه راهنمای غیر ثابت و قفسه پرسی در رولبرینگ های بشکه ای2- همچنین می توانند به معنی بلبرینگ های ایگرگ با سطح بیرونی تخت باشد. نظیر: YET205C ( نوع معمولی این نوع بلبرینگ ها دارای سطح بیرونی منحنی شکل هستند). |
| CA | 1- دولبه یکپارچه در حلقه داخلی و پنجره ساچمه ماشینکاری شده در رولبرینگ های بشکه ای که پسوند C دارند. 2- مشخصه ای در بلبرینگ های یک ردیفه تماس زاویه ای که آنها را برای نصب چند تایی در کنار یکدیگر مناسب می سازد. بلبرینگ هایی که این پسوند را داشته باشند می توانند به صورت روبرو، پشت به پشت و یا پشت سرهم نصب شوند. در حالتیکه جفت بلبرینگ ها بصورت پشت به پشت یا روبرو باشد یک مقدار لقی داخلی محوری وجود خواهد داشت. |
| CAB | غلتک های سوراخ شده و پنجره ساچمه سنجاقی شکل در رولبرینگ های بشکه ای که پسوند CA دارند. |
| CABC | شیار غلتک اصلاح شده (برای ایجاد اصطکاک کمتر ) در رولبرینگ های بشکه ای که پسوند CAB دارند. |
| CAC | شیار غلتک اصلاح شده ( برای ایجاد اصطکاک کمتر ) در رولبرینگ های بشکه ای که پسوند CA دارند. |
| CB | 1- مشخصه ای در بلبرینگ های یک ردیفه تماس زاویه ای که آنها را برای نصب چند تایی در کنار یکدیگر مناسب مینماید. دو بلبرینگ هایی که این پسوند را داشته باشند می توانند به صورت روبرو، پشت به پشت یا پشت سر هم نصب شوند . 2- در حالتیکه جفت بلبرینگ ها بصورت پشت به پشت یا روبرو باشد لقی محوری بیشتری نسبت به نوعی که پسوند CA دارند خواهد داشت. |
| CC | 1- شیار غلتک اصلاح شده ( برای ایجاد اصطکاک کمتر ) در رولبرینگ های بشکه ای که پسوند C دارند. 2- مشخصه ای در بلبرینگ ها ی تک ردیفه تماس زاویه ای که آنها را برای نصب چند تایی در کنار یکدیگر مناسب می سازد . دو بلبرینگ هایی که این پسوند را دارا باشند می توانند به صورت روبرو ، پشت به پشت یا پشت سر هم نصب شوند . در حالیکه جفت بلبرینگ ها بصورت پشت به پشت یا روبرو باشد لقی محوری بیشتری نسبت به نوعی که پسوند CB دارند خواهد داشت. |
| CLN | کاهش در لقی حلقه و پهنای رولبرینگ های مخروطی ( متعلق به کلاس 6X استاندارد ISO). |
| CL0 | کلاس دقت 0 استاندارد کد ANSI-ABMA |
| CL00 | کلاس دقت 00 استاندارد کد ANSI-ABMA |
| CL3 | کلاس دقت 3 استاندارد کد ANSI-ABMA |
| CL7A | کیفیت استاندارد SKF برای بلبرینگ های پینیون |
| CN | لقی داخلی نرمال ، این پسوند با یکی از حروف L,M,H نمایشگر اینست که دامنه لقی نصف شده و با حرف P مشخص می کند که دامنه لقی متغییر است. مثالCNH نیمه بالایی لقی نرمال.کد CNM لقی یک چهارم میانی لقی نرمال ( یک چهارم در بالا و یک چهارم در پایین میانگین حد لقی نرمالCNL نیمه پایینی لقی نرمال کد CNP نیمه بالایی لقی نرمال و نیمه پایینی لقی C3 |
| C1 | لقی داخلی، کمتر از C2 |
| C2 | لقی داخلی، کمتر از نرمال |
| C3 | لقی داخلی، بیشتر از نرمال |
| C4 | لقی داخلی، بیشتر از C3 |
| C5 | لقی داخلی، بیشتر از C4 |
| C6 | تولید صدای کمتر از حد نرمال، اکنون این پسوند با Q6 جایگزین شده است. |
| C7 | تولید صدای کمتر از C6، اکنون این پسوند با Q5 جایگزین شده است. |
| C01 | کاهش لقی برای دقت بیشتر در چرخش حلقه داخلی |
| C02 | کاهش بیشتر تلورانس برای دقت بیشتر در چرخش حلقه داخلی نسبت به C01 |
| C03 | کاهش تلورانس برای دقت بیشتر در چرخش حلقه بیرونی |
| C04 | کاهش بیشتر تلورانس برای دقت بیشتر در چرخش حلقه داخلی نسبت به C03 |
| C10 | کاهش تلورانس قطر داخلی و قطر بیرونی. در بلبرینگ هایی که سوراخ داخلی آنها مخروطی است این پسوند فقط به قطر بیرونی مربوط می شود. |
| C20 | تلورانس قطر داخلی کمتر از C10 |
| C30 | کاهش تلورانس قطر داخلی، به سمت حد حد اقل استاندارد |
| C40 | تلورانس قطر بیرونی کمتر از C10 |
| C50 | کاهش تلورانس قطر خارجی به سمت حد حداقل استاندارد |
| C80 | کاهش تلورانس ارتفاع در بلبرینگ های کف گرد |
| D | 1- اصطلاحات در طراحی اصلی و اولیه بلبرینگ ، مفهوم این پسوند به نوع و سری مختلف بلبرینگ ها بستگی دارد و بعضی مواقع بعد از یک دوره مشخص حذف می شود اما در برینگ هایی که در طراحی خود از تنوع زیاد برخوردارند بطور ثابت درشماره بلبرینگ قرار می گیرد: مثال: کد 3310D حلقه داخلی دو تکه و زاویه تماس 45 در بلبرینگ های تماس زاویه ای دو ردیفهK40x45x17D مجموعه غلتک های سوزنی و قفسه دو تکه2- حلقه داخلی دو تایی ( منظور مجموعه حلقه داخلی بهمراه دوردیف غلطک و پنجره ساچمه است ) یا حلقه بیرونی دو شیاره در رولبرینگ های مخروطی دو ردیفه که پیشوند K دارند. |
| DB | دو بلبرینگ شیار عمیق یا تماس زاویه ای یا رولبرینگ مخروطی که برای نصب به صورت پشت به پشت جفت شده باشند.حروفی که بلافاصله بعد از DB قرار می گیرند بیانگر مقدار لقی یا بار اولیه جفت بلبرینگ در موقع نصب می باشد. در مورد رولبرینگ مخروطی اگر از رینگ های فاصله گذار بین حلقه های خارجی یا داخلی دو بلبرینگ به نحوی استفاده شود که یک ترکیب متداول ایجاد نشود این خصوصیت به وسیله یک عدد دو رقمی که مابین DB و حروف فوق الذکر قرار می گیرد بیان می شود . علائم مشخص کننده لقی و بار اولیه بصورت زیر هستند:A: بار اولیه سبک (در بلبرینگ های تماس زاویه ای)B: بار اولیه بیشتر از A (در بلبرینگ های تماس زاویه ای)C: بار اولیه بیشتر از B(در بلبرینگ های تماس زاویه ای)CA: لقی محوری کم (در بلبرینگ های تماس زاویه ای و شیار عمیق)CB: لقی محوری بیشتر از CA (در بلبرینگ های تماس زاویه ای و شیار عمیق)CC: لقی محوری بیشتر از CB (در بلبرینگ های شیار عمیق)CG: لقی صفر (رولبرینگ های مخروطی)C…: لقی محوری مخصوص بر حسب umGA: بار اولیه سبک (دربلبرینگ های شیار عمیق)GB: بار اولیه بیشتر از GA (در بلبرینگ های شیار عمیق)G…: بار اولیه مخصوص بر حسب daN |
| DF | دو بلبرینگ شیار عمیق، تماس زاویه ای یا رولبرینگ مخروطی که برای نصب به صورت روبرو جفت شده باشند. برای درک شماره های تکمیلی که نمایشگر میزان لقی داخلی ، بار اولیه یا استفاده از رینگ فاصله گذار میباشند. |
| DG | دو بلبرینگ تماس زاویه ای که برای نصب به صورت پشت به پشت ، روبرو یا پشت سر ه جفت شده باشند اطلاعات تکمیلی در مورد لقی و باراولیه همان توضیحات ذکر شده در مورد DB است. |
| DH | بلبرینگ کف گرد یک طرفه با دو واشر محفظه |
| DP | قطر سوراخ داخلی واشر محفظه کوچکتر از استاندارد ( استاندارد اولیه ) |
| DR | دو بلبرینگ شیار عمیق یا رولبرینگ استوانه ای ، به گونه ای جفت شده باشند که بار بطور یکنواخت روی آنها توزیع شود. |
| DS | 1- بلبرینگ کف گرد یک طرفه با دو واشر شافت 22- مجموعه شیار دار غلتک های سوزنی و قفسه |
| DT | دو بلبرینگ شیار عمیق یا تماس زاویه ای یا رولبرینگ مخروطی که برای نصب به صورت پشت سرهم جفت شده باشند. اعداد مشخص کننده حالت های گوناگون استفاده از حلقه فاصله گذار در رولبرینگ های مخروطی هستند در قسمت DB توضیح داده شده است . |
| DV | شیار در حلقه بیرونی بلبرینگ های شیار عمیق جهت جازدن کاسه نمدهای لاستیکی یا فلزی ، حلقه داخلی شیار ندارد. |
| D8 | عدم وجود شیار در بلبرینگ های شیار عمیق برای جا زدن کاسه نمد |
| E | اصلاحات در طراحی اصلی و اولیه بلبرینگ ، مفهوم این پسوند بستگی به نوع و سری بلبرینگ دارد و بعضی مواقع بعد از یک دوره مشخص حذف می گردد اما در بلبرینگ هایی که در طراحی خود از تنوع زیاد برخورباشند بطور ثابت در شماره بلبرینگ قرار می گیرد.مثال: کد 6206E ساچمه هایی بزرگتر از اندازه معمول در بلبرینگ های شیار عمیقNUP314E غلتک های بزرگتر و یا تعداد بیشتر نسبت به طراحی اولیه در رولبرینگ های استوانه ای29320E غلتک های بزرگتر نسبت به نوع بدون E در رولبرینگ های بشکه ای کف گرد |
| EC | غلتک های بزرگتر و بیشتر، افزایش قدرت تحمل بار محوری نسبت به طراحی اولیه رولبرینگ های استوانه ای یک ردیفه |
| FA | تمرکز قفسه F بر حلقه بیرونی |
| FB | تمرکز قفسه F بر حلقه داخلی |
| FE | قفسه فولادی ماشینکاری شده که فسفاته شده باشد. |
| FMA | قفسه فولادی ماشینکاری شده برای رولبرینگ های سوزنی |
| FP | قفسه ماشینکاری شده فولادی یا چدن گرافیت کروی که با دارا بودن جا ساچمه برقوکاری شده باشد. این قفسه ها امکان دارد روی حلقه داخلی یا بیرونی متمرکز شده باشد. |
| 2F | بلبرینگ های ایگرگ با فلینجر در دو طرف |
| 2FF | بلبرینگ های ایگرگ با فلینجر تو پر در دو طرف |
| G | بلبرینگ یک ردیفه تماس زاویه ای که برای نصب به صورت دوتایی آماده شده باشد. دو بلبرینگ ای که این پسوند را داشته باشند می توانند بصورت پشت به پشت، روبرو یا پشت سر هم نصب شوند. در حالات پشت به پشت و روبرو، جفت بلبرینگ ها مقداری لقی محوری خواهد داشت. |
| GA | بلبرینگ یک ردیفه تماس زاویه ای که برای نصب دوتایی روبرو یا پشت به پشت آماده شده باشد. که در این حالت جفت بلبرینگ مقدار کمی بار اولیه بعد از نصب خواهد داشت. |
| GB | بلبرینگ یک ردیفه تماس زاویه ای که برای نصب دوتایی روبرو یا پشت به پشت آماده شده باشد. که در این حالت مقدار بار اولیه جفت بلبرینگ از حالت GA بیشتر است. |
| GC | بلبرینگ یک ردیفه تماس زاویه ای که برای نصب دوتایی روبرو یا پشت به پشت آماده شده اند. در این حالت مقدار بار اولیه جفت بلبرینگ از حالت GB بیشترمیباشد. |
| GP | رولبرینگ سوزنی که از لحاظ تولید صدا کنترل شده است. |
| H | 1- قفسه پرسی از فولاد سخت کاری شده 2- کاهش تلورانس قطر داخلی در رولبرینگ های سوزنی بدون حلقه داخلی. اعدادی که به دنبال H می آیند نمایشگر دامنه تلورانس بر حسب um هستند نظیر H+20+27 |
| HA | سخت کاری سطحی کل بلبرینگ یا اجزاء خاصی از آن که با ذکر اعداد زیر همراه با HA جزء خاص مذکور مشخص می شود:0: کل بلبرینگ1: حلقه های بیرونی و داخلی2: حلقه بیرونی3: حلقه داخلی4: حلقه بیرونی، حلقه داخلی و اجزاء غلتشی5: اجزاء غلتشی6: حلقه بیرونی و اجزاء غلتشی7: حلقه داخلی و اجزاء غلتشی |
| HB | بلبرینگ ای که کل آن اجزاء خاصی از آن از بینایت باشد. برای تشخیص دادن اینکه کدام قسمت بینایتی شده است به علائم ذکر شده در پسوند HA مراجعه کنید. پسوند های HE,HB,HA در حالتهای سخت کاری استاندارد و نرمال ( از نقطه نظر مواد و روش ) قید نمیگردند. |
| HE | بلبرینگ یا قطعاتی از بلبرینگ که از فولاد ذوب مجدد در خلا ساخته شده است. برای تشخیص اینکه کدام قسمت از چنین جنسی است به اعداد ذکر شده در پسوند HA مراجعه شود. پسوند های HE ,HB ,HA در حالتهای سخت کاری استاندارد و نرمال ( از نقطه نظر مواد و روش ) قید نمی گردند. |
| HM | بلبرینگ یا اجزاي بلبرینگ كه سختي ماتنزیني شده اند. علائم ذکر شده در پسوند HA مشخص کننده اجزاء مارتزیتی میباشند. پسوند های HE ,HB ,HA در حالتهای سخت کاری استاندارد و نرمال (از نقطه نظر مواد و روش ) قید نمی شوند . |
| HT | بلبرینگ پرشده با گریس دما بالا (130C). مشخصات دقیق تر گریس به وسیله یک عدد دو رقمی بعد از HT بیان میگردد. هرگونه تغییری در مقدار استاندارد گریس موجود در بلبرینگ (25% تا 35% فضای خالی بلبرینگ) با اضافه نمودن یکی از حروف زیر به شماره اصلی مشخص می گردد:A: مقدار گریس کمتر از استاندارد.B: مقدار گریس بیشتر ازحد استاندارد.C: مقدار گریس بیشتر از حد B (کاملاپر) |
| HU | بلبرینگ یا اجزاء بلبرینگ از فولاد ضد زنگ سختی ناپذیر. تشخیص اینکه کدام قسمت بلبرینگ از چنین جنسی است به وسیله اعدادی که در پسوند HA آورده شده است مشخص می شود. |
| HV | بلبرینگ یا اجزاء بلبرینگ از فولاد ضد زنگ سختی ناپذیر. تشخیص اینکه کدام قسمت بلبرینگ از چنین جنسی میباشد به وسیله اعدادی که در پسوند HA آورده شده است مشخص می شود. |
| IS | رولبرینگ سوزنی با سوراخهای روانکاری در حلقه داخلی. تعداد سوراخها به وسیله اعدادی که به دنبال IS می آیند مشخص میگردد. |
| J | قفسه پرسی از فولاد سخت کاری نشده. انواع مختلفی از آن از لحاظ مواد و طراحی بوسیله ی یک رقم مشخص می شود. |
| JA | قفسه پرسی از فولاد سخت کاری نشده، متمرکز بر روی حلقه بیرونی |
| JBCS | قفسه فولادی جوشکاری شده در رولبرینگ های سوزنی (مجموعه غلتک های سوزنی با قفسه) |
| JBS | قفسه فولادی جوشکاری شده در رولبرینگ های سوزنی |
| JE | قفسه پرسی از ورقه فولادی سخت کاری نشده و فسفاته شده |
| JR | قفسه مرکب از دو واشر فولادی سخت کاری نشده که بهم پرچ شده باشند. |
| JW | قفسه جوشکاری شده از فولاد سخت کاری نشده |
| K | حلقه داخلی مخروطی با شیب 1:12 |
| K30 | حلقه داخلی مخروطی با شیب 1:30 |
| L | قفسه از آلیاژ سبک ماشینکاری شده، طراحی و مواد مختلف این نوع قفسه با ارقام مشخص می گردد. |
| LA | قفسه از آلیاژ سبک ماشینکاری شده، متمرکز روی حلقه بیرونی |
| LB | قفسه از آلیاژ سبک ماشینکاری شده، متمرکز روی حلقه داخلی |
| LHT | بلبرینگ محتوی گریسی که در دماهای پایین و بالا قابلیت کارکرد دارد (از 140+ درجه سانتی گراد تا 40- درجه سانتی گراد) نوع گریس با ذکر یک عدد دو رقمی بعد از کد LHT مشخص می گردد. هرگونه تغییر در مقدار استاندارد گریس به وسیله حروفی که در پسوند HT آورده شده است، مشخص می شود. |
| LO | بلبرینگ حفاظت شده توسط روغن با ویسکوزیته پایین. نوع روغن با ذکر ارقام اضافی مشخص می شود. |
| LP | قفسه ماشینکاری شده از آلیاژهای سبک که مته کاری یا برقوکاری شده باشد. این قفسه ها ممکن است روی حلقه داخلی یا بیرونی متمرکز شده باشد. |
| LPS | قفسه ماشین کاری شده از جنس آلیاژهای سبک ، دارای سوراخ های مته کاری یا برقو کاری شده ، متمرکز روی حلقه های داخلی یا بیرونی ، باشیارهای روانکاری روی سطح راهنما. |
| LS | کاسه نمدی که سطح تماس آن با حلقه های داخلی و خارجی کم میباشد و در یک طرف برینگ قراردارد. |
| 4T | بلبرینگ محتوی گریس مخصوص برای دماهای پایین (50- درجه سانتی گراد) مشخصات گریس با یک عدد دورقمی که بعد از LT ذکر می گردد مشخص می شوند. هرگونه تغییری در اندازه استاندارد گریس موجود در بلبرینگ بوسیله یکی از حروف مشروحه در پسوند HT معین می گردد. |
| M | قفسه ماشینکاری شده برنجی، انواع مختلفی از آن از نظر مواد و طراحی به وسیله یک عدد مشخص میگردد. |
| MA | قفسه ماشینکاری شده برنجی، متمرکز روی کنس بیرونی |
| MAS | قفسه ماشینکاری شده برنجی، متمرکز روی کنس بیرونی، دارای شیارهای مخصوص روانکاری |
| MB | قفسه ماشینکاری شده برنجی، متمرکز روی کنس داخلی |
| MBS | قفسه ماشینکاری شده برنجی، متمرکز روی حلقه کنس، دارای شیارهای مخصوص روانکاری |
| MO | بلبرینگ ای که توسط روغن یا ویسکوزیته متوسط محافظت شده است. ذکر یک رقم نوع روغن را مشخص می نماید. |
| MP | قفسه ماشینکاری شده برنجی با سوراخهای مته کاری یا برقوکاری شده، متمرکز روی کنس داخلی یا بیرونی |
| MPS | قفسه ماشینکاری شده برنجی با سوراخهای مته کاری یا برقوکاری شده ، متمرکز روی حلقه داخلی یا بیرونی ، با شیارهای روانکاری بر روی سطوح راهنما. |
| MT | بلبرینگ محتوی گریس دما متوسط (110+ درجه سانتی گراد تا 30- درجه سانتی گراد) نوع گریس با یک عدد دو رقمی بعد از MT مشخص می شود . هرگونه تغییر در مقدار استاندارد گریس، بوسیله یکی از حروف مشروحه در پسوند HT مشخص می گردد. |
| N | جای خار در کنس بیرونی بلبرینگ |
| NR | جای خار و خار در کنس بیرونی بلبرینگ (برای تثبیت محوری بلبرینگ) |
| N1 | یک شکاف در لبه بیرونی کنس بیرونی جهت تثبیت شعاعی بلبرینگ |
| N2 | دو شکاف قرینه نسبت به قطر، در لبه های بیرونی کنس بیرونی جهت تثبیت شعاعی بلبرینگ |
| N4 | N+N2 : N4، در این حالت شکاف تثبیت کننده در سمت مقابل جای خار قرار دارد. |
| N6 | N+N2 : N6، در این حالت شکاف تثبیت کننده در سمت جای خار قرار دارد. |
| P | قفسه پلي آمید 66 تقویت شده با الیاف شیشه كه با روش تزریق پلاستیك ساخته میشوند و نسبت به اجزاي غلتنده متمرکز شده . |
| P1 | قفسه ساخته شده به روش قالبگیری تزریقی از پلاستیک تقویت شده یا فیبر شیشه ای |
| P2 | رولبرینگ بشکه ای با کنس بیرونی دو تکه |
| P3 | رولبرینگ پشت بند با سطح بیرونی مسطح |
| PR | رولبرینگ بشکه ای با کنس بیرونی دو تکه و حلقه فاصله دهنده کالیبر شده بین دو نیمه کنس بیرونی |
| P4 | دقت چرخش و ابعاد مطابق کلاس 4 استاندارد ISO (دقیقتر از P5) |
| P4A | دقت ابعاد مطابق کلاس 4 استاندارد ISO و دقت چرخش مطابق کلاس کد 9AFBMA |
| P5 | دقت چرخش و ابعاد مطابق کلاس 5 استاندارد ISO (دقیقتر از P6) |
| P6 | دقت چرخش و ابعاد مطابق کلاس 6 استاندارد ISO |
| PA9 | دقت چرخش و ابعاد مطابق کلاس AFBMA9 |
| PA9B | دقت ابعاد مطابق کلاس AFBMA9 دقت چرخش بهتر از کلاس AFBMA9 |
| QBC | چهار بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت پشت به پشت و دوتای دیگر در جلوی هر یک از این بلبرینگ ها به صورت پشت سرهم. شماره های تکمیلی جهت مشخص شدن لقی محوری و بار اولیه در قسمت پسوند DB توضیح داده شده است. |
| QBT | چهار بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت پشت به پشت و دوتای دیگر در یک طرف یکی از این بلبرینگ ها به صورت پشت سرهم. شماره های تکمیلی جهت مشخص شدن لقی محوری و بار اولیه در قسمت پسوند DB توضیح داده شده اند. |
| QFC | چهار بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت روبرو و دو تا هریک در یک سمت یکی از بلبرینگ ها بصورت پشت سرهم. شماره های تکمیلی جهت مشخص شدن لقی محوری و بار اولیه در قسمت پسوند DB تو ضیح داده شده اند. |
| QFT | چهار بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت روبرو و دو تای دیگر در یک طرف یکی از بلبرینگ ها بصورت پشت سرهم. شماره های تکمیلی جهت مشخص شدن لقی محوری و بار اولیه در قسمت پسوند DB توضیح داده شده اند. |
| QR | چهار بلبرینگ شیار عمیق یا رولبرینگ استوانه ای منطبق شده در جهت تحمل یکسان بار توزیعی شعاعی معین شده اند |
| QT | چهار بلبرینگ شیار عمیق یاتماس زاویه ای منطبق شده برای نصب یه صورت پشت سرهم |
| Q05 | ارتعاش بسیار کم |
| Q06 | ارتعاش کمتر از نرمال |
| Q5 | سطح ارتعاش بسیار پایین (جانشین C7) |
| Q6 | سطح ارتعاش پایین تر از نرمال (جانشین C6) |
| R | لبه یکپارچه بیرونی روی کنس بیرونی |
| RS | رولبرینگ سوزنی با کاسه نمد لاستیکی در یک طرف، کاسه نمد از پلی اورتان یا لاستیک مصنوعی، با یا بدون ورقه تقویت کننده فولادی |
| RS1 | کاسه نمد لاستیکی در یک طرف بلبرینگ، شامل یک واشر فولادی که با لاستیک ولکانیزه پوشش داده شده اند. |
| RS2 | کاسه نمد لاستیکی در یک طرف بلبرینگ، شامل واشر فولادی که با لاستیک ولکانیزه پوشش داده شده باشد. |
| 2RS | کاسه نمد نوع RS در دو طرف بلبرینگ |
| 2RS1 | کاسه نمد 1RS در دو طرف بلبرینگ |
| 2RS2 | کاسه نمد RS2 در دو طرف بلبرینگ |
| RSH | کاسه نمد لاستیکی در یک طرف بلبرینگ، شامل یک واشر فولادی که با لاستیک اکریلونیتریل بوتادین (NBR) پوشش داده شده باشد. |
| 2RSH | کاسه نمد نوع RSH در دو طرف بلبرینگ |
| 02RS | رولبرینگ سوزنی با کاسه نمد نوع RS در دو طرف بلبرینگ |
| RZ | کاسه نمد با طراحی خاص جهت ایجاد حداقل اصطکاک در یک طرف بلبرینگ شامل واشر فولادی روکش شده با لاستیک اکریلونیتریل بوتادین (NBR) |
| 2RZ | کاسه نمد RZ در دو طرف بلبرینگ |
| (X)RXX | حرف R همراه با دو یا سه عدد نشان دهنده حالتهای خاص در طراحی داخلی بلبرینگ است. |
| SM | رولبرینگ سوزنی دارای گریس. ذکر دو رقم بدنبال SM نوع گریس را مشخص می کند. |
| SORT | سری تلورانس قطر غلتک های سوزنی در رولبرینگ های سوزنی. اعدادی که به دنبال این پسوند می آیند مشخص کننده محدوده این تلورانس هستند . |
| SP | دقت مخصوص: دقت ابعادی تقریبا مطابق با کلاس P5 و دقت چرخش تقریبا مطابق کلاس P4 |
| SO | پایداری ابعاد حلقه های بلبرینگ تا دمای 150+ درجه سانتی گراد |
| S1 | پایداری ابعاد حلقه های بلبرینگ تا دمای 200+ درجه سانتی گراد |
| S2 | پایداری ابعاد حلقه های بلبرینگ تا دمای 250+ درجه سانتی گراد |
| S3 | پایداری ابعاد حلقه های بلبرینگ تا دمای 300+ درجه سانتی گراد |
| S4 | پایداری ابعاد حلقه های بلبرینگ تا دمای 350+ درجه سانتی گراد |
| T | 1- قفسه از جنس رزین های فنلی تقویت شده 2- سوراخ داخلی مخروطی در رولبرینگ های مخروطی سری K |
| TA | قفسه از جنس رزین های فنلی تقویت شده، متمرکز روی کنس بیرونی |
| TB | قفسه از جنس رزین های فنلی تقویت شده، متمرکز روی کنس داخلی |
| TBT | سه بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت پشت به پشت و سومی در یکی از طرفین به صورت پشت سرهم. شماره های تکمیلی جهت مشخص نمودن لقی محوری و بار اولیه در قسمت پسوند DB آورده شده اند. |
| TFT | سه بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، دو تا به صورت روبرو و سومی در یکی از طرفین به صورت پشت سرهم. شماره های تکمیلی مشخص کننده لقی محوری و بار اولیه در قسمت پسوند DB آورده شده اند. |
| TG | سه بلبرینگ تماس زاویه ای منطبق شده، برای نصب به یکی از صورتهای,TFT TBT یا TT. شماره های تکمیلی مشخص کننده لقی محوری و بار اولیه در قسمت پسوند DB آورده شده است. |
| TH | قفسه از جنس رزینهای فنلیک تقویت شده |
| TN | قفسه پلاستیکی که با روش ریخته گری در بلبرینگ تزریق شده باشد. طراحی ها و مواد مختلف با اعداد اضافی مشخص می شوند. |
| TR | سه بلبرینگ شیار عمیق یا رولبرینگ استوانه ای منطبق شده جهت توزیع یکنواخت بار |
| TT | سه بلبرینگ شیار عمیق یا تماس زاویه ای منطبق شده، برای نصب به صورت پشت سرهم |
| T | همراه با دو یا سه عدد مشخص کننده حالتهای خاص در طراحی داخلی بلبرینگ است. |
| U | 1- بلبرینگ های خود تنظیم سریهای 115یا 116 بدون بوش رزوه نشده 2- بلبرینگ ایگرگ بدون رینگ قفلی 33- رینگ قفلی برای بلبرینگ های ایگرگ بدون پیچ بی سر |
| UP | دقت فوق العاده بالا، دقت ابعادی تقریبا مطابق P4 و دقت چرخش بهتر ازp4 |
| UPG | بلبرینگ یک ردیفه شیار عمیق با دقت فوق العاده بالا (up) به منظور نصب جفتی به صورت های روبرو، پشت به پشت یا پشت سرهم |
| V | بلبرینگ بدون قفسه ،پر از اجزاء غلتشی |
| VGA | رولبرینگ سوزنی یا استوانه ای، که شیار غلتک حلقه داخلی پرداخت نهایی نشده است. ( این پسوند در رولبرینگ های استوانه ای vu001 جایگزین شده است) |
| V | به همراه یک حرف و سه عدد نشاندهنده حالتهای خاص در طراحی داخلی بلبرینگ است. |
| VA | تغییراتی که به منظور کاربرد بخصوص در بلبرینگ ایجاد شده است ، نظیر:VA201 بلبرینگ برای واگن کوره هاVA301 بلبرینگ برای موتورهای کششی |
| VB | ابعاد بیرونی اصلاح شده، بویژه شعاع پخ |
| VE | اصلاحات در طراحی داخلی یا خارجی |
| VQ | تلورانس های غیر استاندارد مربوط به دقت یا ابعاد |
| VS | لقی داخلی غیر استاندارد در بلبرینگ |
| VT | روانکاری غیر استاندارد |
| W | 1- بلبرینگ ایگرگ بدون سوراخ های روانکاری 2- رولبرینگ های مخروطی اینچی (پیشوند K) با جا خار در کنس داخلی یا بیرونی |
| WM | همراه دو یا سه عدد نشاندهنده حالتهای خاص در طراحی داخلی بلبرینگ است. |
| W20 | سه سوراخ روانکاری در کنس بیرونی بلبرینگ |
| W26 | شش سوراخ روانکاری در کنس داخلی بلبرینگ |
| W33 | یک شیار و سه سوراخ روانکاری در کنس بیرونی بلبرینگ |
| W33X | یک شیار وشش سوراخ روانکاری در کنس بیرونی بلبرینگ |
| X | تغییرات در یک یا چند اندازه بیرونی بلبرینگ بمنظور تطابق کامل با استاندارد ISO |
| Y | قفسه برنجی پرسی. طراحی های دیگر با ذکر یک عدد مشخص می شوند. |
| YA | قفسه برنجی پرسی، متمرکز روی کنس بیرونی |
| Z | 1- رولبرینگ های سوزنی مرکب با محفظه 22- کاسه نمد فلزی در یک طرف بلبرینگ |
| 2Z | کاسه نمد Z در دو طرف بلبرینگ |
| ZN | Z+N، کاسه نمد فلزی در سمت مقابل جای خار |
| ZNR | Z+NR، کاسه نمد فلزی در سمت مقابل جای خار |
| ZNB | Z+N، کاسه نمد فلزی در سمت جای خار |
| ZNBR | Z+NR، کاسه نمد فلزی در سمت جای خار |
| ZW | مجموعه دو ردیفه غلتک های سوزنی و قفسه |

بلبرینگ skf یا ژاپنی کدوم منطقی تره؟ قطعا موضع انتخاب برند تو هر زمینهای دغدغه مصرف کنندگان میباشد، بماند محصولی مانند بلبرینگ که بار سنگین

این آموزش بر مبنای استفاده از کولیس میباشد اما اگر کولیس ندارید، از یک خطکش فولادی هم میتوانید استفاده کنید، فقط به یاد داشته باشید

زمان و نحوه نصب صفحه کلاچ قبل از اقدام به تعویض صفحه کلاچ، ابتدا اطمینال حاصل کنید زمان تعویض آن فرا رسیده به این معنا

بسته بندی جدید SKF برای بیرینگ های خاص SKF
پروف باکس SKF بسته بندی جدید این کمپانی برای رولبرینگ های کروی با وزن 30 کیلوگرم یا بیشتر و با قطر بیرونی تا 420 میلی
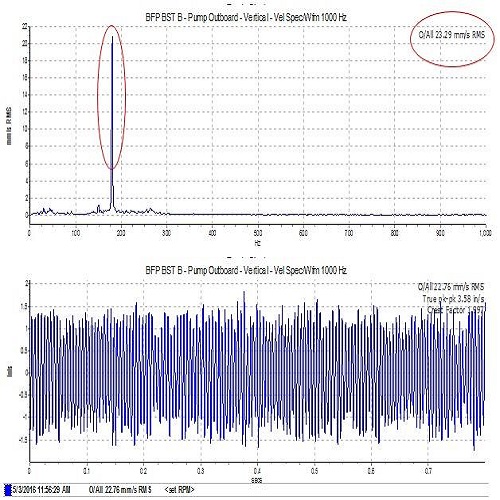
نام استاندارد: Mechanical vibration – Evaluation of machine vibration by measurements on non-rotating parts این مجموعه از استاندارهای ISO، به موضوع ارزیابی وضعیت ارتعاشات